MACROMOLÉCULAS, MONÓMEROS Y POLÍMEROS:
El término macromolécula se aplica a sustancias que tienen una gran masa molecular, esto se debe a que son, en términos específicos, un conglomerado de más de cien átomos y pueden hasta alcanzar millones de uma (unidades de masa atómica)
Las macromoléculas pueden ser tanto de orden orgánico como inorgánico, y también se pueden clasificar como macromoléculas naturales o macromoléculas sintéticas, ejemplo:
-Macromoléculas naturales:
-Caucho
-Celulosa
-Almidón
-Proteínas y los ácidos nucleicos (ADN y ARN)
-Macromoléculas sintéticas:
-Plásticos
-Fibras textiles sintéticas
-Poliuretano
-Baquelita
-LDPE (polímeros de baja densidad)
-HDPE (polímeros de alta densidad)
Las macromoléculas y polímeros son términos con significado similar y todo depende del punto de vista desde el cual se les considere, por ejemplo, un polímero orgánico es un compuesto formado por la unión de dos o más unidades moleculares carbonadas que reciben el nombre de monómeros, la unión de dos monómeros da lugar a un dímero, la de tres a un trímero, y así sucesivamente.
Cuando los polímeros contienen cientos o miles de monómeros constituyen moléculas gigantes a las cuales, por su tamaño, se les da el nombre de macromoléculas.
Cuando los polímeros contienen cientos o miles de monómeros constituyen moléculas gigantes a las cuales, por su tamaño, se les da el nombre de macromoléculas.
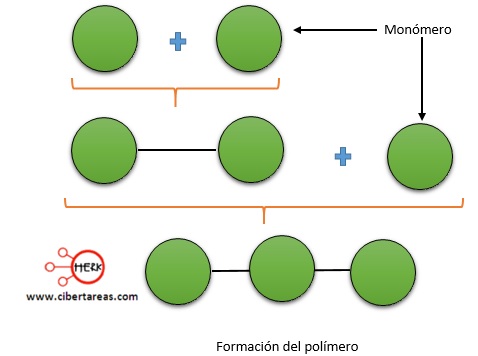
Al observar el diagrama anterior, las propiedades físicas y químicas de los monómeros, su peso molecular y su estructura, determinan en gran medida las propiedades de los polímeros que con ellos se forman
Cuando los monómeros, por ejemplo, poseen un alto grado de entrecruzamiento, el polímero resultará mucho más difícil de fundir que aquellos que están formados por monómeros sin cruzamiento
Los polímeros pueden clasificarse de muchas maneras:
-Por su origen
-Por su mecanismo de polimerización, etc.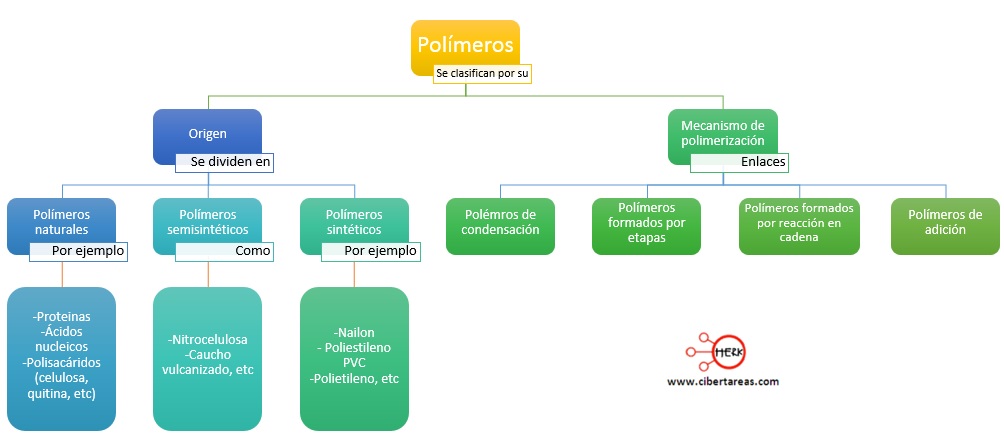
¿QUÉ ES UN PLÁSTICO? (VS UN POLÍMERO)
Algo que comúnmente ocurre en la vida cotidiana es hablar de
plástico y polímero como dos cosas completamente iguales ¿Pero realmente
lo son? ¿Qué es exactamente un plástico o un polímero? Bueno, la verdad es que
usar estos términos como sinónimos es un error en el que se incurre muchas
veces, pero entonces ¿cuál es la diferencia?.
Los polímeros son macromoléculas (generalmente orgánicas)
formadas por la unión de moléculas más pequeñas (casi siempre a través de
enlaces covalentes) llamadas monómeros. Los polímeros no son más que unas
sustancias formadas por una cantidad finita de moléculas que le confieren un
alto peso molecular que es una característica representativa de esta familia de
compuestos orgánicos.
La diferencia radica en que los plásticos son un tipo de
polímero si hablas desde el punto de vista del uso que se le otorgue
a este, entonces podemos clasificar los polímeros en:
- Elastómeros: se deforman mucho al someterlos a un esfuerzo pero recuperan su forma inicial al eliminar el esfuerzo.
- Plásticos: Son aquellos polímeros que, ante un esfuerzo suficientemente intenso, se deforman irreversiblemente, no pudiendo volver a su forma original.
- Fibras: Presentan alto módulo de elasticidad y baja extensibilidad, lo que permite confeccionar tejidos cuyas dimensiones permanecen estables.
- Recubrimientos: Son sustancias, normalmente líquidas, que se adhieren a la superficie de otros materiales para otorgarles alguna propiedad, por ejemplo resistencia a la abrasión.
- Adhesivos: Son sustancias que combinan una alta adhesión y una alta cohesión, lo que les permite unir dos o más cuerpos por contacto superficial.
PLÁSTICOS Y ELASTÓMEROS
•Plásticos termoplásticos: Se
caracterizan porque se ablandan con el calor y se pueden moldear para darle una
gran variedad de formas ,sabiendo que al enfriarse volverá a endurecerse
manteniendo sus características iniciales .
Este proceso de ablandamiento y endurecimiento puede volverse
a repetir cuantas veces se quiera sin que el material modifique su aspecto o
sus propiedades.
EJEMPLOS:
-Polietileno.
-Poloprileno.
-PVC(Cloruro de Polivinilo)
-Acrílicos.
-Nailon.
-Polietileno.
• Plásticos termoestables:
Al calentarlos por primera vez el polímero se ablanda y se
le puede dar forma bajo presión. Debido al calor comienza una reacción química
en la que las moléculas se enlazan permanentemente. Esto se conoce como
degradación. Consecuencia: el polímero se hace rígido permanentemente
y si se calienta no se ablandará si no que se romperá.
EJEMPLOS:
-Baquelita(Resinas Fenólicas).
-Melamina(Formaldehído).
-Poliéster.
- Plásticos elastómeros:
Sustancias naturales o sintéticas dotadas de gran
elasticidad, las macromoléculas tienen una disposición de arrollamiento, que
permite estirarse cuando se le aplica una fuerza de tracción que cuando para
recobra su forma inicial.
IDENTIFICACIÓN DE ELEMENTOS PLÁSTICOS EN EL AUTOMOVIL:
ABS
Nombre del plástico: ACRILONITRILO BUTADIENO ESTIRENO.
Tipo: Termoplástico.
Información: Al calentar en la zona agrietada, se libera la
tensión y suelen aparecer otras grietas que con anterioridad no se apreciaban.
Estructura rígida.
Éste plástico a temperatura de fusión, produce hervidos en
la superficie y es muy deformable.
Con temperaturas inferiores a 10° se agrietan los contornos
de la soldadura, por lo que es preciso calentar previamente la pieza.
Permite se recubrimiento con una capa metálica. Pero también
existe la soldadura química, cuyo proceso es bastante mas sencillo y fiable.
Ejemplo:
Con una pieza de ABS se rascan virutas ,y se unen en un
recipiente adecuado con acetona.
El resultado es una pasta de plástico ABS que se puede
aplicar en cualquier tipo de zona con una paleta o incluso un destornillador.
Lo que se consigue una vez evaporada la acetona es de una
solidez mayor a la de la pieza del plástico original.
Temperatura de soldadura: 300º 350º.
Arde: Bien.
Humo: Muy negro.
Color de la llama: Amarillo anaranjado.
ABS - PC
Tipo: Termoplástico.
Información: Estructura más rígida que el plástico ABS.
Buena resistencia al choque.
Éste plástico a temperatura de fusión, produce hervidos en
la superficie y es deformable.
Temperatura de soldadura: 300º 350º.
Arde: Bien.
Humo: Negro.
Color de la llama: Amarillo grisáceo.
EP
Nombre: RESINA EPOXI.
Tipo: Termofusible.
Información: Estructura rígida o elástica, en función de las
modificaciones y agentes de curado.
Excelente adherencia en cualquier plástico, excepto los
olefínicos.(PP,PE)
Se puede reforzar con cargas. (La típica fibra de vidrio).
Presenta baja contracción de curado y alta estabilidad
dimensional.
Tiene buen comportamiento a temperaturas elevadas, hasta
180°.
Posee buena resistencia a los agentes químicos.
Su manipulación exige la protección del que lo manipula y
siguiendo la forma de uso del fabricante.
Muy utilizado en el tuning para fabricar y reparar faldones,
parachoques, taloneras, spoilers, alerones, etc.
Temperatura de soldadura: --------.
Arde: Bien.
Humo: Negro.
Color de la llama: Amarillo.
PA
Nombre del plástico: POLIAMIDA.
Tipo: Termoplástico.
Información: Se alea fácilmente con otros tipos de plásticos
y admite cargas de refuerzo.
Se fabrican en varias densidades, desde flexibles,como la
goma, hasta rígido, como el nylon.
Presenta buenas propiedades mecánicas y facilidad de
mecanizado.
Buena resistencia al impacto y al desgaste.
Éste plástico se suelda con facilidad.
Temperatura de soldadura: 350º 400º.
Arde: Mal.
Humo: No.
Color de la llama: Azul.
PC
Nombre del plástico: POLICARBONATO.
Tipo: Termoplástico.
Información: Presenta muy buena resistencia al choque entre
–30° y 80°.
Muy resistente al impacto, fácil de soldar y pintar. Soporta
temperaturas en horno hasta 120°.
Al soldar se deforma con facilidad y produce hervidos.
Éste plástico en estado puro se distingue por su gran
transparencia.
Temperatura de soldadura: 300º 350º.
Arde: Mal.
Humo: Negro.
Color de la llama: Amarillo oscuro.
PC - PBT
Nombre del plástico: POLICARBONATO POLIBUTUILENO
TEREFTALATO.
Tipo: Termoplástico.
Información: Estructura muy rígida y de gran dureza.
Buena resistencia al choque entre -30° y 80°.
A temperatura de fusión, éste plástico produce hervidos en
la superficie y es fácilmente deformable.
Temperatura de soldadura: 300º 350º.
Arde: Bien.
Humo: Negro.
Color de la llama: Amarillo grisáceo.
PE
Nombre del plástico: POLIETILENO.
Tipo: Termoplástico.
Información: Estructura muy elástica, con buena recuperación
al impacto.
Plástico con aspecto y tacto ceroso.
Resistente a la mayor parte de los disolventes y ácidos.
El periodo elástico y plástico es mayor que en otros
plásticos.
Poca resistencia al cizallamiento.
A partir de 87° tiende a deformarse.
Muy buenas cualidades de moldeo".
Plástico muy usado el la fabricación de parachoques.
Temperatura de soldadura: 275º 300º.
Arde: Mal.
Humo: No.
Color de la llama: Amarillo claro y azul.
PP
Nombre del plástico: POLIPROPILENO.
Tipo: Termoplástico.
Información: Plástico que posee características muy
similares a las del polietileno y supera en muchos casos sus propiedades
mecánicas.
Rígido, con buena elasticidad.
Aspecto y tacto agradables.
Resiste temperaturas hasta 130°.
Admite fácilmente cargas reforzantes(fibras de vidrio,
talcos ,etc..) que dan lugar a materiales con posibilidades de mecanizado muy
interesantes.
Es uno de los plásticos mas usados en la automoción en todo
tipo de elementos y piezas.
Temperatura de soldadura: 275º 300º.
Arde: Bien.
Humo: Ligero.
Color de la llama: Amarillo claro.
PP - EPDM
Nombre: ETILENO PROPILENO CAUCHO POLIPROPILENO.
Tipo del plástico: Termoplástico.
Información: Estructura elástica, con buena recuperación de
la deformación por impacto.
Su aspecto y tacto es ceroso.
Se suelda con facilidad.
Resistente a la mayoría de los disolventes.
Se daña fácilmente al cizallamiento.
A partir de 90° tiende a deformarse.
En el desbarbado de la soldadura tiende a embotarse con
facilidad.
Éste plástico presenta una mayor elasticidad y resistencia
al impacto que el PP puro.
Temperatura de soldadura: 275º 300º.
Arde: Bien.
Humo: Ligero.
Color de la llama: Amarillo y azul.
PPO
Nombre del plástico: OXIDO DE POLIFENILENO.
Tipo: Termoplástico.
Información: Sin datos para este plástico.
Temperatura de soldadura: 350º 400º.
Arde: Bien.
Humo: No.
Color de la llama: Amarillo claro.
PUR
Nombre: POLIURETANO.
Tipo: Termofusible (*).
Información: * Se puede presentar como termoestable,
termoplástico o incluso elastómetro.
Estructura rígida, semirrígida y flexible.
Resistente a los ácidos y disolventes.
Soporta bien el calor.
Las deformaciones existentes en elementos de espuma flexible
pueden corregirse fácilmente aplicando calor.
Las reparaciones pueden efectuarse con adhesivos de PUR, y
con resinas epoxy.
Se pueden reforzar mediante la adicción de cargas.
Temperatura de soldadura: --------.
Arde: Bien.
Humo: Negro.
Color de la llama: Amarillo anaranjado.
PVC
Nombre del plástico: CLORURO DE POLIVINILO.
Tipo: Termoplástico.
Información: Admite cantidad de aditivos, que dan lugar a
materiales aparentemente distintos.
Alta resistencia al desgaste.
Estructuras desde rígidas a flexibles.
Este plástico se suelda bien químicamente.
Temperatura de soldadura: 265º 300º.
Arde: Mal.
Humo: Negro.
Color de la llama: Amarillo y azul.
REPARACIÓN DE ELEMENTOS TERMOPLÁSTICOS:
Los
termoplásticos se comportan de forma reversible a la temperatura, son soldables
y se pueden conformar y deformar con calor tantas veces como se precise, por lo
que admiten la reparación por soldadura y conformación, no obstante también se
pueden reparar por adhesivos.
Reparación
de los termoplásticos.
Reparación mediante soldadura:
La reparación
por soldadura consiste en la unión del material mediante la aplicación de calor y un material de aporte exterior. Una
vez alcanzada la temperatura de soldadura,
los materiales se funden y se produce la unión del material base de la
pieza con el material de aporte
exterior. Las pautas principales a cumplir son dos: los materiales de la varilla de aporte y de la pieza han de ser
de la misma naturaleza, y la temperatura de
soldeo debe ser la adecuada. Una temperatura inferior da lugar a uniones
de escasa resistencia y una temperatura
superior puede degradar el material, por lo que el soplete de aire caliente se regulará en función del
tipo de plástico de la pieza. El equipo
básico para acometer este tipo de reparación es un soplete de aire
caliente, taladro con broca y fresa,
lijadora y las varillas de diferentes materiales plásticos para soldar. La resistencia mecánica
conseguida en la unión es óptima, por lo que es
conveniente utilizar este método siempre que las condiciones lo permitan
y se trate de plásticos termoplásticos.
Reparación mediante adhesivo:
La reparación
por adhesivos consiste en unir las superficies mediante la aplicación de un
adhesivo con afinidad a los sustratos, de forma que se produce su anclaje a las
superficies. En esta reparación el aspecto fundamental es la idoneidad del
adhesivo utilizado, así como la preparación de las superficies a unir, ya que
los plásticos son materiales de baja tensión superficial y por lo tanto de
difícil pegado. Los sistemas de reparación del mercado suelen llevar varios
adhesivos para adaptarse mejor a cada tipo de sustrato y a los diferentes
grados de rigidez que pueden presentar los materiales. Para que la unión
mantenga cierta continuidad, el adhesivo ha de tener una rigidez lo más
parecida posible al sustrato que está uniendo. Los adhesivos suelen ser en base
a poliuretano, a resinas de epoxi, o de poliéster, y junto a ellos los
fabricantes suelen suministrar unos productos específicos para plásticos,
limpiadores e imprimaciones, que se utilizan para mejorar la adhesión a los
sustratos. Los componentes básicos del equipo de reparación por adhesivos lo
forman el adhesivo y productos complementarios, más un taladro con broca y
fresa, lijadora y espátulas para la aplicación de los adhesivos. La ventaja de
este método es su versatilidad, pudiéndose utilizar para todos los tipos de
plásticos, termoplásticos, termoestables y elastómeros.
Refuerzos a las reparaciones y soldaduras:
Dependiendo de
las características, localización y esfuerzos que vaya a soportar la pieza,
podrá ser necesario reforzar la zona reparada para proporcionar mayor
resistencia a la unión. El método más utilizado consiste en aplicar una serie
de cordones transversales por el interior o cara no vista de la pieza. Otro
método con el que se obtienen buenos resultados es la inserción, en la propia
pieza, de una malla metálica de acero o aluminio, a modo de refuerzo. Se
inserta por la parte interna o zona no vista de la pieza. Para ello, se
calienta la zona y, presionando la malla, se introduce en la pieza.
Posteriormente, también se pueden aplicar unos cordones de soldadura
transversales, consiguiéndose un aumento adicional de la resistencia.
Reparación mediante soldeo de grapas:
El equipo de
soldeo de grapas, es un sistema que mediante resistencia térmica funde
diferentes grapas metálicas en la zona a reparar del plástico, no siendo
necesario identificar el tipo de plástico que se quiere reparar.
La grapa
metálica se calienta por el efecto de la resistencia eléctrica que opone al
paso de la corriente de la pistola y mediante una suave y controlada presión,
que se realiza empujando la pistola, se provoca que la grapa se introduzca en
el interior de la zona dañada del plástico, en la fisura, consiguiendo que la
zona quede más reforzada. Se pueden colocar grapas de diferentes tipos y
grosores y en cantidad determinada, según el daño que presente la pieza.
La grapa
metálica, durante la fase de soldadura, puede llegar a alcanzar una temperatura
cercana a los 500ºC, por ello es conveniente utilizar guantes de protección
durante el trabajo.
Reparación de termoplásticos mediante el método de la
acetona:
El método
químico de reparación, también conocido como soldadura química, se emplea en la
restauración y reparación de piezas de materiales termoplásticos,
principalmente ABS, SAN, ASA, PS, PC, PMMA Y PPE.
Este tipo de
reparaciones son apropiadas para pequeñas fisuras, desprendimiento de patillas,
pequeñas roturas con falta de material, etc. El método de trabajo a seguir
variará, dependiendo del tipo de daño.
Por ejemplo, las
grietas o fisuras se reparan utilizando una jeringuilla, introduciendo una
cantidad de disolvente, bien sea acetona o cloroformo, apropiada para
interaccionar con los bordes de la grieta, quedando éstos conpletamente unidos
tras la evaporación del disolvente.